Electrode Size Tig Weld 20 Gauge Sheet Metal

Tungsten Sizes For Tig Welding Iedepot Blog
Guidelines For Tungsten Electrodes

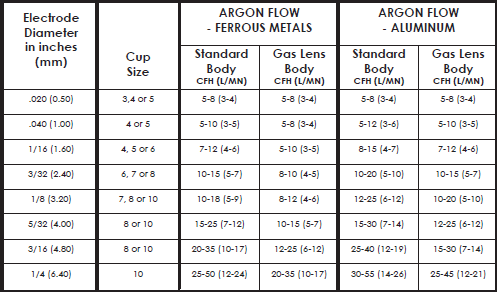
Guide For Tig Welding Amperage And Cup Sizes Welding Miller Welding Electrodes

Tig Welding Thin Sheet Metal Settings Youtube
Aluminum Workshop Choosing Tungsten Electrode Type Size For Aluminum Tig
Tig Welding 1 6mm Stainless Fillets Viewer Request Youtube

The larger filler rod cools the weld pool more than the smaller rod so you might add about 5 amps if using 1 6mm filler rod.
Electrode size tig weld 20 gauge sheet metal.
Guidelines For A Proper Tig Setup Welding Answers

Tig Welding Tips

Mig Welding Wire Speed And Voltage Chart Choose Wisely When Thin Sheet The Fabricator Table1 Mig Welding Wire Mig Welding Welding Wire

Er309l Stainless Steel Tig Welding Rod 1lb Pack Er309l Stainless Steel Tig Welding Rod 1lb Pack Arc Zone Er 309l 14 00 Arc Zone Com Welding Accessories Store
Source : pinterest.com
